La fausse torsion en une étape produite par Xinchang Lanxiang Machinery Co., Ltd. est reconnue sur le marché, avec une part de marché de plus de 90 %. Cet équipement est adapté au traitement en une étape de la double torsion, au réglage (pré-rétrécissement) de la fausse torsion des filaments de polyester FDY, et au crêpe produit pour la trame des tissus polyester imitation soie.

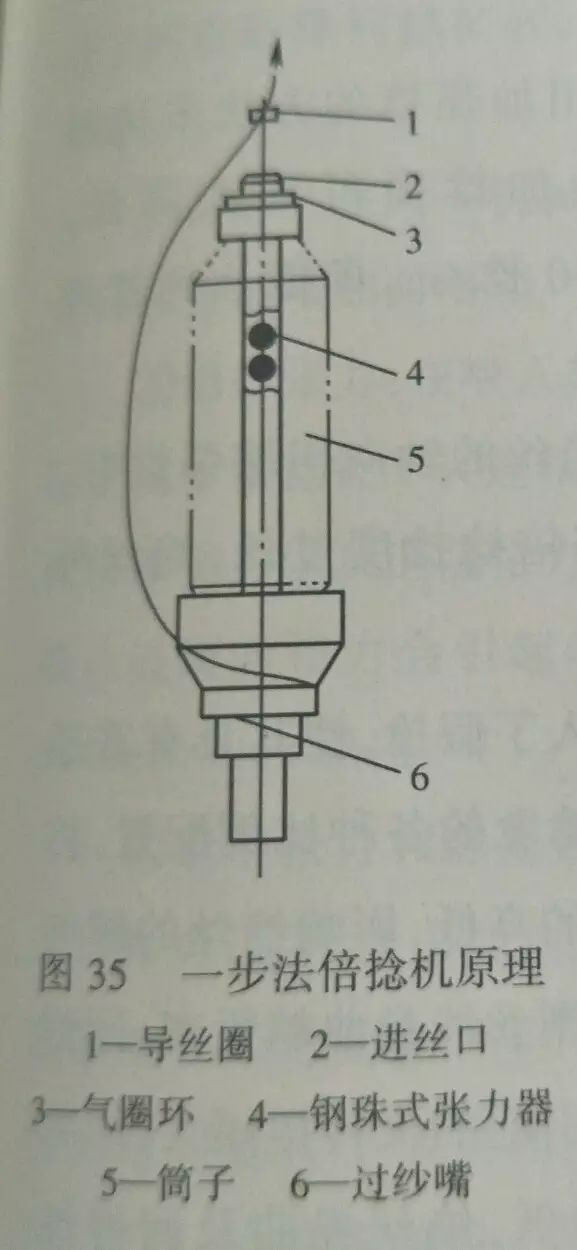
Le principe de fausse torsion de la machine de fausse torsion en une étape repose sur un dispositif de fausse torsion. Après la double torsion, le filament pénètre dans la fausse torsion à rotor magnétique. Cette dernière est équipée d'une broche horizontale en matériau rubis hautement résistant à l'usure. Le filament est enroulé autour de la broche horizontale sur un ou deux tours, puis ressort de la fausse torsion, puis est guidé par le rouleau et mis en forme (Fig.).

Lorsque le fil machine est enroulé sur l'axe horizontal, la rotation du rotor entraîne le fil machine en rotation, ce qui permet sa torsion inverse. Le point de serrage (l'axe horizontal du rotor) servant de limite, les segments supérieur et inférieur du fil peuvent subir une torsion positive et négative dans des directions différentes. Simultanément, le fil machine se déplace à vitesse constante, de sorte que la torsion dans la zone située derrière le point de serrage est nulle. Par conséquent, pour l'ensemble du filament, la torsion finale imposée au filament par la rotation du faux torseur est nulle ; on parle alors de fausse torsion.
La fonction du faux retordeur est d'appliquer une fausse torsion au segment de fil avant la broche horizontale, puis de le chauffer dans la boîte chauffante pour le déformer. Après refroidissement, il peut le détordonner à travers la broche horizontale, conférant au filament un certain volume, une certaine élasticité et une certaine extensibilité.
Le filament faussement torsadé doit subir un traitement thermique. Le filament entrant dans la zone de chauffage présente une double torsion et une fausse torsion. Le chauffage sert à fixer le filament en double torsion et à le dénaturer en fausse torsion. Après détorsion, le filament présente un effet de frisure. Parallèlement, le filament est chauffé sous faible tension et dénaturé thermiquement afin de le pré-rétrécir et de réduire le retrait thermique, favorisant ainsi l'apparition de l'effet crêpé. La température courante du chauffage est comprise entre 180 et 220 °C. Elle peut être réglée selon les exigences du procédé. La température constante du chauffage assure un traitement thermique uniforme du fil. La broche de torsion et la fausse torsion tournent toutes deux à une vitesse extrêmement élevée, avec une tension de ballon importante et des fluctuations de tension.
La broche de la double torsadeuse et la fausse torsadeuse de la double torsadeuse à une étape sont équipées de rouleaux de suralimentation dentés indépendants. L'une des principales caractéristiques de ces rouleaux est leur adhérence négative sur le fil de soie, qui varie en fonction de l'angle d'inclinaison du fil sur la surface du rouleau, de la tension aux deux extrémités du fil et du coefficient de frottement entre le fil et le matériau du rouleau de suralimentation.
Date de publication : 4 février 2023